Keys for choosing a sheet metal cutting machine
However, the invasion of fiber laser over the last few years, which is more economic and energy efficient than its CO2 brother, make it a very competitive alternative that many clients are now introducing into their plants. As a consequence, the rest of the technologies are losing market shares. Even though, depending on the thickness, material and destination of the parts, a certain machine may need to be used, there is still time for them to become obsolete.
Oxycut cutting technology
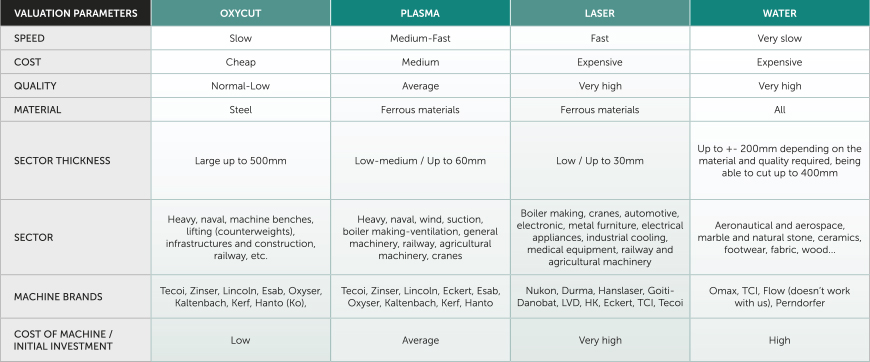
This is the cheapest cutting machine on the market, therefore the initial investment is relatively low. This technology is most suited to cutting steel in large thicknesses of up to 500mm. It is highly portable as it doesn’t require a special electrical connection. The sectors where oxycut is used the most are the heavy, naval, machine benches, lifting (counterweights), infrastructures, construction and railway sectors. That said, this cutting machine is slow and the quality isn’t as good as that which is achieved with other cutting technologies. In an attempt to mitigate this slowness, most oxycut machines include several heads that allow the same part to be cut simultaneously, thus increasing productivity.
Plasma cutting technology
High definition plasma is closer in quality to laser systems for greater thickness requirements, but with a lower acquisition cost. It is most suited to thicknesses of up to 60mm in ferrous materials. The markets in which this cutting technology is most in demand are: the heavy, naval, wind, suction, boiler making-ventilation, general machinery, railway, agricultural machinery, cranes industries, among others.
Laser cutting technology
A little more expensive than the previous technology, laser offers a more precise cutting quality, especially in small thicknesses and the machining of small holes in ferrous materials. There are two types on the market, CO2 laser, which is suited to thicknesses of up to 30 mm, and fiber, which offers a higher speed and quality for smaller thicknesses.
This version has broken onto the market in the last few years and is more economic and efficient, from an energy-efficient point of view, therefore its investment, maintenance and operational cost is lower. Some manufacturers have seen an opportunity in fiber laser and are introducing it on a mass scale. The sectors where laser is most used are: boiler making, cranes, automotive, electronic, metal furniture, electrical appliances, industrial cooling, medical equipment, railway and agricultural machinery.
Water jet cutting technology
This is an interesting technology for those materials that can be affected by heat, since the cutting is done cold, such as plastics, marble, ceramics, titanium, etc. To increase the cutting power an abrasive element capable of working on all types of materials of up to 200 mm can be introduced although, depending on the material and quality required, cutting double the thickness can even be achieved. In this sense, it’s very useful for hard materials like ceramics, stone or glass. That said, it’s a slow and expensive machine, but it provides very good quality as the cost and investment ratio is not very high. The sectors where jet cutting is the most in demand are the aeronautical and aerospace, marble, natural stone, ceramics, footwear, fabric or wood sectors.
Punching
The laser may have taken over from punching for certain cuts, but it still retains its place thanks to the cost of the machine being much lower and due to its speed and capacity for carrying out inlay and threading operations which are not possible with laser technology. Equally, for parts with a lot of holes and for long series, punching is still more efficient than laser.
As well as the individual characteristics of each machine which will sway us towards one or another, other parameters must be taken into consideration when tipping the balance towards one or the other. These are the costs associated with the production of one part, beyond those of the material and the machine, such as the consumables, electricity, operators or cutting time. In terms of material wastage, the geometry of the part and its weight must be taken into account. The machines work to utilize the parts as much as possible and to generate the lowest amount of scrap possible.
The rest of the costs are calculated from the machining time, which becomes a key element in order to obtain precision when quoting, analyzing the efficiency of production and making plans towards this. Therefore, the fiber laser is imposing itself on a market in which it still competes in market share at the same level as plasma and where the water jet resists, despite its slowness, thanks to the fact that some industries do not accept the tempering of materials and that it maintains its niche in non-ferrous materials.