No te preocupes, en este artículo, te enseñaremos a dominar la opción “Chapas” en el menú de gestión de Lantek y convertir un problema en uno de los mejores aliados que tendrás a la hora de mejorar tu productividad en el anidado y mecanizado de tus trabajos.
Configuración de las chapas en Lantek
Lo primero es lo primero, ¿cómo acceder y configurar las chapas en Lantek?
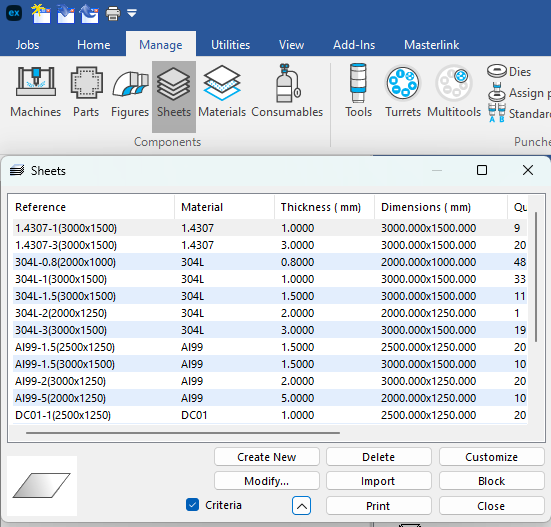
Es más fácil de lo que parece. Dirígete al menú “Gestión ” y allí encontrarás la opción "Chapas", que está dentro de la sección “Componentes”; pulsando en “chapas” abrirás una ventana con todo lo que necesitas para tener las chapas bien gestionadas.
Aquí encontrarás los parámetros clave que te permitirán crear las chapas que vas a necesitar en el día a día.
Pulsa en el botón “Crear Nueva ”, con esta opción se abrirá una ventana, donde te va a pedir los siguientes valores:
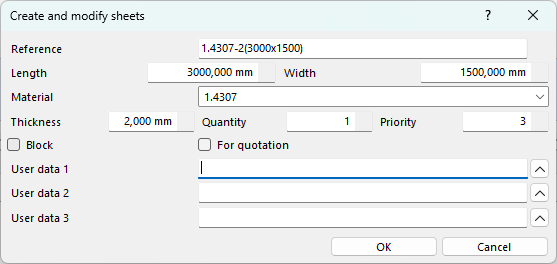
Además en esta ventana encontrarás las opciones para bloquear y marcar para presupuestación, y tres campos alfanuméricos para datos de usuario, donde podrás añadir las notas que estimes oportunas para que el conjunto de chapas que corresponden a esta referencia queden totalmente identificadas.
¿Ya lo tienes todo definido? ¡Perfecto! Si eres de los que piensan que esta tarea no sirve para mucho, estás muy equivocado. La configuración de las chapas en Lantek es el primer paso para tener el control de tus trabajos desde el principio, y que te ahorra mucho tiempo en las siguientes fases.
Ahora que tienes las chapas bajo control, es hora de gestionarlas como todo un profesional.
Lantek te brinda la oportunidad de organizar y controlar tu inventario de chapas disponibles. ¿Cómo lo haremos? ¡Aplicando filtros, por supuesto!
Desde la misma ventana que has usado para entrar a crear chapas, puedes filtrar y ordenar tus chapas según tus necesidades. ¿Quieres ver solo chapas de un determinado espesor y con un formato definido? ¿O tal vez solo las de acero inoxidable? Ningún problema.
Desde la misma ventana donde has creado las chapas tienes un marcador llamado “Criterios” que puede estar activado o desactivado, y junto a él un botón con una flecha que mira hacia arriba. Pulsando en esta flecha se abre una ventana con todas las opciones para filtrar el listado de chapas.
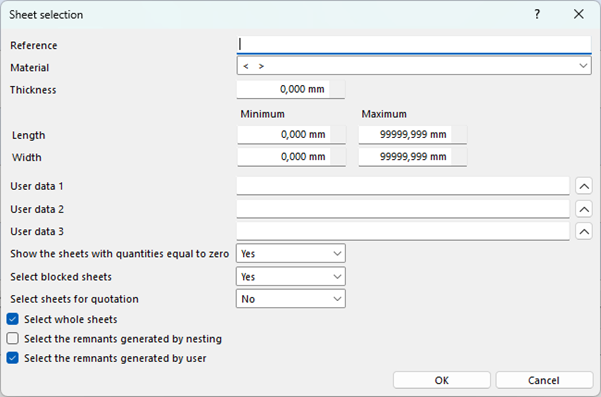
En esta ventana puedes filtrar por referencia, material, espesor y por supuesto por dimensiones máxima y mínima de las chapas. Además, también puedes filtrar por los datos de usuario e incluso puedes activar o desactivar las siguientes opciones:
Y además, de poder seleccionar estos filtros, se pueden activar otros, también muy útiles, como son los siguientes:
Con estos listados, convenientemente filtrados, siempre sabrás qué chapas tienes a tu disposición para enfrentar el siguiente trabajo. Filtrando correctamente y seleccionando las chapas y/o retales con los que vas a querer trabajar, las ayudas automáticas y semiautomáticas de las que ya hemos hablado en artículos anteriores van a dar los mejores resultados.
Y ahora, llegamos al punto clave para evitar que las chapas salvajes te ataquen en tus sueños.
Presta atención a estos consejos infalibles. Mantén un inventario actualizado, identifica cada chapa con un código único y diferencia chapas que son iguales en material, espesor y formato pero de diferentes proveedores, porque más adelante es posible que quieras priorizar consumir chapas de un determinado proveedor y al tenerlas con referencias diferentes, te va a posibilitar que puedas darle prioridades diferentes.
La ventaja de Lantek es que ofrece mucha flexibilidad para tener todas las chapas y los retales bien segmentados, y así es muy fácil utilizar las ayudas de anidado automático, ya que él irá tomando las chapas siguiendo los criterios que has creado en la organización de las chapas de forma totalmente automática. ¡Eso sí es un superpoder!
¿Necesitas pruebas contundentes de cómo gestionar bien las chapas en Lantek te ayuda a ser más productivo?
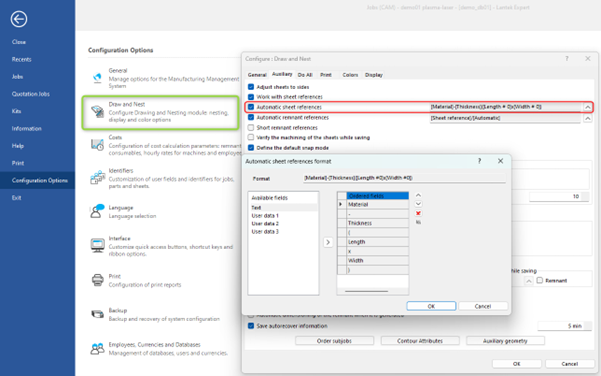
Has ido creando chapas y retales “sobre la marcha” sin ningún criterio y sin preocuparte de poner cantidades de stock reales. Necesitas una chapa de 3000x1500, la creas con cualquier referencia a boleo, le pones una cantidad cualquiera y tiras p’alante, luego quieres crear otra chapa de 2000x1000, haces lo mismo, y así una y otra vez. Si deseas mantener unas referencias estructuradas siempre puedes usar la opción de referencias automáticas de chapa disponible en la configuración general de Dibujo y Anidado.
Un día necesitas hacer un trabajo de una treintena de piezas diferentes y con cantidades varios cientos de cada tipo de piezas. ¡Un reto para cualquier programador CNC!
Pero resulta que después de mucho tiempo creando chapas sin ningún criterio, tienes un vertedero de chapas, las cuales, la mayoría ni siquiera existen en la realidad, pero están dadas de alta en Lantek. ¿Me sigues?
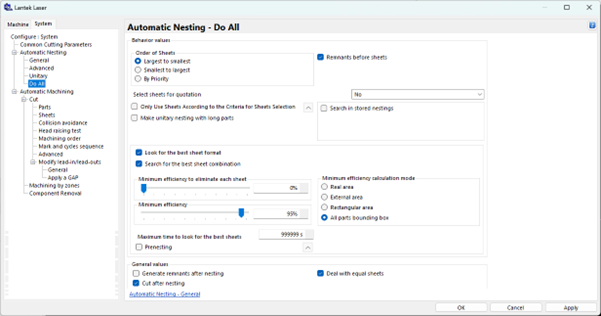
Si le das al botón “hacer todo”, luego te hará falta un botón de “borrar todo”, porque el resultado va ser catastrófico, no va a servir para nada, y lo que es peor, tendrás que volver a hacerlo de manera casi manual, de chapa en chapa, por no tener limpio el almacén de chapas de Lantek.
Con el almacén de chapas, limpio y con todas las chapas y retales al día, tanto en dimensiones como en existencias, el botón “Hacer Todo ”, te dejará el trabajo muy avanzado, por no decir casi hecho.
En resumen, la opción "Chapas" en Lantek es una herramienta poderosa que te permitirá controlar tus proyectos de mecanizado con destreza y seguridad. Configura tus chapas, organiza tu inventario y no olvides que la flexibilidad de las opciones es tu aliada. Ahora que sabes cómo evitar que las chapas te ataquen en pesadillas nocturnas, prepárate para ser un verdadero maestro de la productividad en la programación CNC.