Sia che si tratti di garantire la continuità della catena di produzione, di accelerare i processi, di rendere più produttivi i talenti, sia che si tratti di efficienza, l’automazione delle fabbriche rappresenta un salto di qualità che grazie all’Intelligenza Artificiale e alla sua variante del Machine Learning permette di ottimizzare ulteriormente i processi.
In un momento di forte pressione sui costi per soddisfare la domanda, il software di Robotic Process Automation (RPA) è "un fattore chiave per la sua capacità di migliorare la qualità, la velocità e la produttività dei processi", la società di consulenza Gartner ha recentemente sostenuto in un rapporto che prevede che nel 2021 i ricavi per questa soluzione raggiungeranno 1.890 milioni di dollari in tutto il mondo, quasi il 20% in più rispetto al 2020, e stima che continueranno a crescere a due cifre nei prossimi due anni.
Ripensiamo al passato e riflettiamo su quanti processi manuali possono essere automatizzati oggi all’interno dell’industria della lamiera e del metallo. Pensiamo alle attività di routine per le quali l’automazione consente alle aziende di migliorare la propria attività riducendo gli errori e migliorando la qualità e l’agilità dei processi e della produzione, mentre le persone possono dedicarsi a funzioni a più alto valore aggiunto dove l’automazione non è in grado di arrivare.
L’automazione di questi lavori ha un impatto diretto sull’aumento della produttività e della competitività. Non parliamo solo di risparmio di tempo, ma anche di denaro a medio e lungo termine, una volta ammortizzato l’investimento. Con un software avanzato il ritorno del ROI subisce un’accelerazione.
Un altro rapporto di McKinsey di tre anni fa, ma che è ancora attuale, sottolinea che in tempi di bassa produttività, l’automazione può fornire la spinta necessaria alla crescita economica, oltre a contribuire a compensare l’impatto di una riduzione della popolazione in età lavorativa. Secondo il suo modello di scenari, l’automazione può aumentare la crescita della produttività globale tra lo 0,8% e l’1,4% all’anno.
Ci sono industrie, come quella automobilistica, pioniera nell’Industria 4.0, che hanno raggiunto un alto grado di automazione dei processi, ma molte PMI dell’industria della lamiera continuano a mantenere processi manuali e non riconoscono ancora questi vantaggi dell’automazione.
Fino ad oggi, i processi di produzione della lamiera sono stati spesso eseguiti con soluzioni isolate e non in rete, il che richiede tempo ai tecnici per coordinare i processi. Questo lavoro noioso non crea alcun valore aggiunto e ha un impatto negativo sulla produttività nell’era dell’Industria 4.0, che richiede più flessibilità e velocità che mai. Pertanto, l’automazione nella produzione di lamiere è essenziale, così come è essenziale anche la digitalizzazione e la connettività delle macchine e dei sistemi per l’ulteriore ottimizzazione della fabbrica.
Qui è fondamentale collaborare con un partner tecnologico con esperienza, in grado di offrire soluzioni integrali adatte alle esigenze dell’utente, soluzioni intelligenti con la capacità di anticipare gli scenari e di fornire risposte rapide. Alcune sono implementate in modo autonomo e in tempo reale; altre offrono alternative ai professionisti, che diventano interpreti di quei dati, traducendoli in decisioni più avanzate. Cioè, lavorano con un approccio basato sui dati.
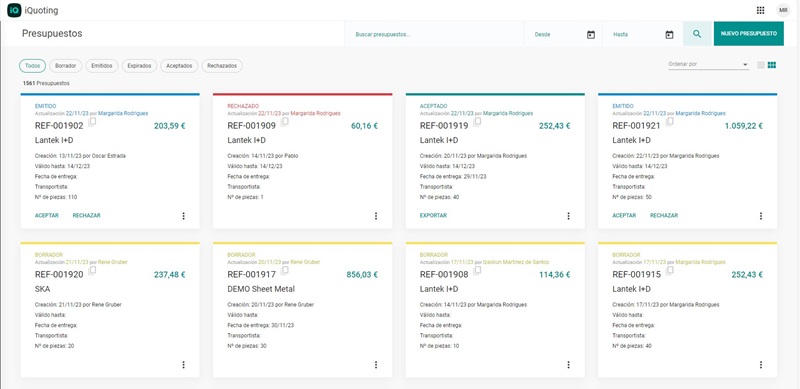
In Lantek offriamo soluzioni integrate dal processo di progettazione e taglio Lantek Expert (CAD/CAM), alla gestione della produzione (Lantek MES), fino alla pianificazione delle risorse aziendali (ERP). Poiché questi software sono interconnessi tra loro, consentono di automatizzare molti processi, rendendo la produzione più agile.
Ma l’automazione non è solo nel mondo fisico, ma anche nel mondo virtuale. In Lantek lavoriamo anche in ambiente Cloud secondo il modello SaaS, dove l’utente utilizza il software on demand secondo un modello pay-per-subscription che viene aggiornato automaticamente. I dati generati da ogni impianto secondo i propri KPI vengono elaborati nel cloud da Lantek Analytics per fornire risposte automatiche e in tempo reale, sia predittive che prospettiche.
In breve, l’automazione dei processi negli impianti di lavorazione della lamiera comporta una maggiore produttività dell’intera catena del valore, che oggi è essenziale per una produzione con margini e prezzi competitivi.
.png)